

选购封盒真空包装机,这些要点你不可不知
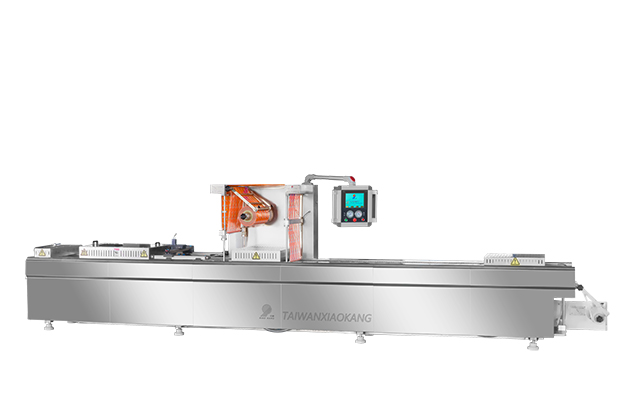
发表时间:2025-07-24封盒真空包装机凭借其高效、卫生、保鲜的显著优势,已成为食品、医药、化工等行业不可或缺的包装设备。然而,面对市场上琳琅满目的产品,如何选购一台适合自身需求的封盒真空包装机?以下几点关键要素需重点关注。
1. 明确包装需求,匹配机型功能
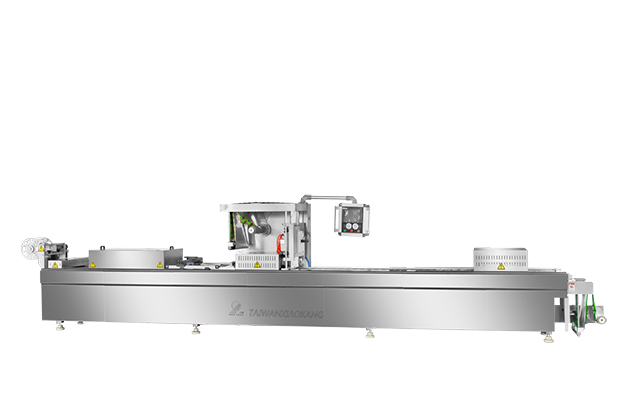
首先需根据产品类型、尺寸及包装量确定机型。例如,海鲜类产品需选择具备自动落杯、填充、抽气、封口功能的全自动机型,如CFD-6型真空封盒机,其生产能力可达3000-8000杯/小时,适合大规模生产;而家庭或小型企业则可选用封口宽度250-300mm的机型,兼顾灵活性与成本。若需包装液体或软质食材,需选择支持干湿两用、兼容外抽功能的设备,避免液体渗入真空泵导致故障。
2. 核心性能参数决定包装效果
真空度、抽气速率和封口温度是核心指标。普通食品包装真空度需达200-500mbar,而高敏感产品(如电子元件)则需100mbar以下。抽气速率直接影响效率,小型设备建议选择5-10m³/h,大型生产线则需20m³/h以上。封口温度需可调,以适应不同材质包装盒,确保封口牢固无漏气。
3. 自动化程度与操作便捷性
全自动机型通过PLC控制系统实现链条传动、光电定位、废料回收等功能,可节省人工成本并提升标准化水平;半自动机型则适合产量较低的场景,需人工摆放物料。操作界面应简洁直观,配备智能控制系统和故障提示功能,降低操作门槛。
4. 材质与耐用性保障长期使用
设备主体建议选用304不锈钢材质,具备耐腐蚀、易清洁特性;真空泵需选择品牌产品,确保抽气效率和使用寿命;密封条应采用硅胶材质,避免老化开裂。此外,需关注设备是否配备散热系统,防止长时间运行过热。
5. 品牌与售后降低使用风险
优先选择得力、意高ICO等知名品牌,其产品通过市场验证,故障率低且配件供应充足。同时需确认厂家是否提供上门安装、操作培训及快速响应的售后服务,避免因设备停机影响生产。


- 手机:18366558228
- Q Q:

